Kynar® 樹脂
溶接のガイドライン
溶接パラメーター
高品質の溶接を行うには、以下の3つのパラメーターを制御する必要があります:
- 温度:樹脂を適切に溶融させるために、規定の範囲内にします。
- 圧力:溶融した樹脂が溶接界面の外にはみ出さないように、過度の圧力を避けなければなりません。
- 時間:材料の低熱伝導率が熱伝達を遅らせるため、溶接部全体を均一に加熱します。
適切な溶融条件に達したら、応力を低減してポリマーの分子間拡散を行わせるために、徐冷が必要です。溶接完了後12時間以内に溶接部の引張、曲げ角度などの物理的特性を試験すると、誤った結果になります。溶接部が常温に冷えるまで待ってから、次の溶接を行います。溶接部が冷えていないと過度の応力が生じ、溶接部がゆがみます。最高品質の溶接を行うには、溶接する表面がきれいでなければなりません。溶接の直前に、表面を毎回削ってください。溶剤で拭いても汚れが広がるだけです!
溶接方法
Kynar® PVDFの部品には複数の融接方法を適用できます。最も一般的で良好な溶接方法は、熱接触、および溶接棒を用いる熱風溶接です。超音波、ホットラミネート、赤外線(IR)、電気融接、抵抗熱、スピン、高周波溶接なども、 Kynar® 樹脂をそれ自体に接合するのに適しています
熱風溶接
Kynar® PVDFは、従来の熱風溶接装置で溶接することができます。自動調温溶接装置の使用を強く推奨します。このタイプの装置は、溶接プロセス中の温度変動による溶接不良の可能性を大幅に低減します。適切な溶接とは、Deutscher Verbena Fur Schweissen Und Verwandte Verfahren E.V.(DVS)の溶接技能者認定要件を満たしているものを指します。下の表の値は、最適な溶接ペリメーターとしてDVSが現在認めている条件です。
溶接プロセス中に発生する熱やヒュームが作業者に悪影響を及ぼさないように、溶接場所を十分に換気する必要があります。ドラフト、過度の空気循環や、溶接部が急速に冷えるような状態は避けてください。溶接場所をきれいにし、溶接部に粒子が混入しないようにしてください。
DVSによる熱風溶接条件
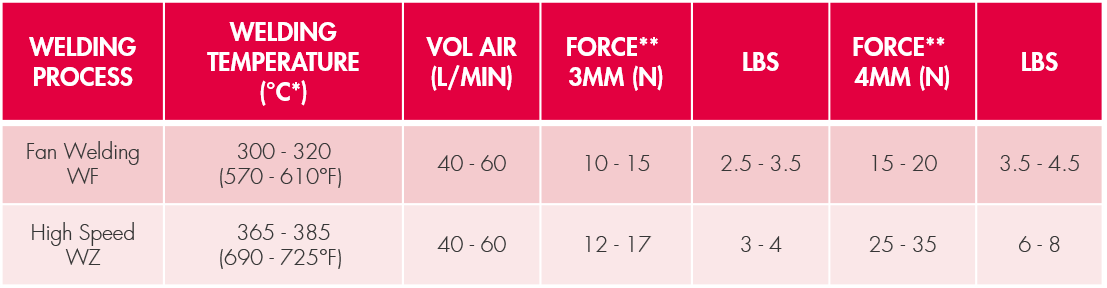
** 溶接ガンを通して溶接部に加えられる力。
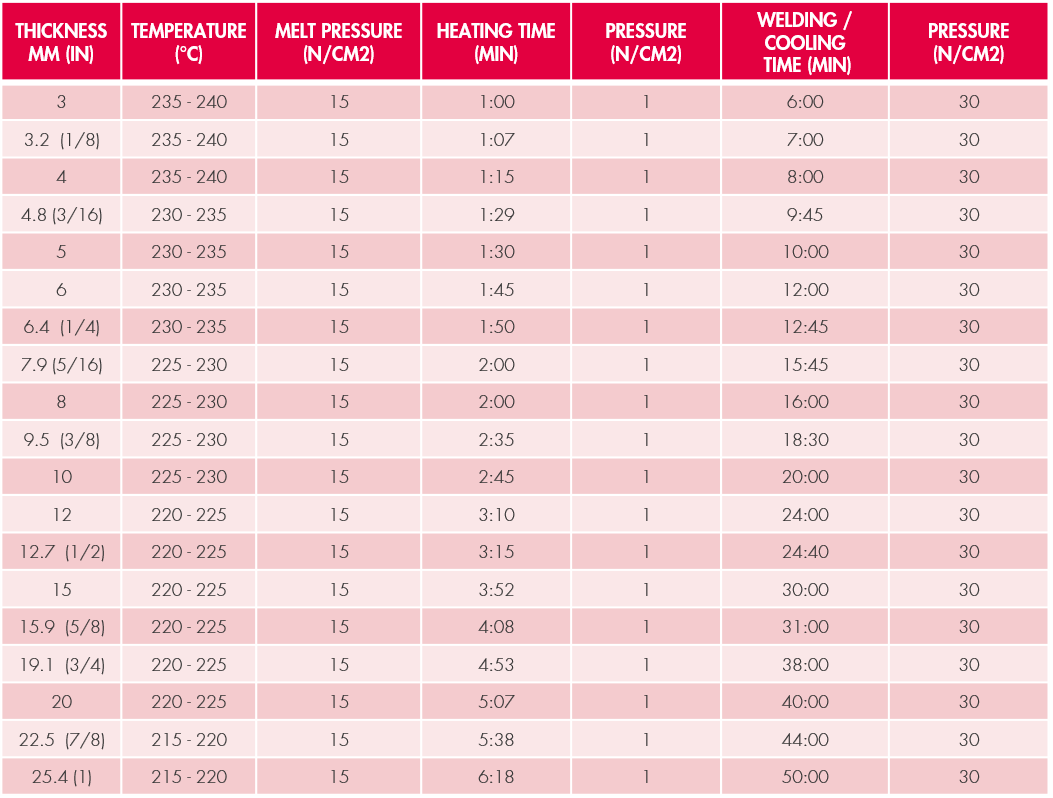
Kynar® PVDFの突合せ溶接
Kynar® PVDFスラブ溶接の推奨される初回条件を下の表に示します。
最適条件はこれらの条件と若干異なる場合があります。溶接/冷却時間はロールシート溶接で提案される時間です。フラットシートは、冷めるまで平らなままに維持すれば歪みにくいので、より早く取り出すことができます。
突合せ溶接の推奨溶接条件*